激光喷丸犹如外科手术,能够将残余压应力非常深的植入零件的关键部位,防止裂纹生成发展并能增加零件抗疲劳能力。
激光喷丸不是常规精控喷丸的替代品,许多其它优点,影响选择激光喷丸。
激光喷丸被用于延长关键航空航天部件如涡轮发动机和飞机结构以及机翼表面的疲劳寿命,以达到新一代洲际飞机的要求。
激光喷丸成型基本上起到与喷丸成型相同的作用,但由于塑性加工深度的增加,可以实现更大的弯曲曲率,从而实现更高的燃油效率。
潜在的应用也出现在汽车,发电,核废料处理,石油钻探,医疗植入物和体育运动上。
来自Nd:玻璃激光器的18纳秒大约25焦耳的输出光束投射到工件表面产生残余的压缩应力。要被喷丸处理的区域可以用材料覆盖,以作为可烧蚀层,同时作为绝热层,或激光直接投射到在金属上喷丸,随后可能需要几微米的表面去除。
工件表面覆盖有一层薄的水,激光脉冲透过水,被表层金属或其表面上遮蔽的烧蚀层吸收。这种吸收快速电离并蒸发更多的表面材料,以快速形成等离子体,这种金属等离子体又能高度吸收其它的激光脉冲。
在表层水的帮助作用下,高等离子体构成约100kBar(100万磅/平方英寸)的压力。这种快速上升的压力形成冲击波有效地穿透金属,使近表面层发生塑性变形。
根据材料和加工条件不同,塑性应变导致的残余压应力从1mm至8mm深。这种深度的残余压应力建立起一个损伤保护层和裂纹的产生和生长的障碍,从而提高疲劳寿命,并增强对应力腐蚀开裂和微动疲劳的抵抗力。
激光按预定的表面图案下多次发光将在表面和下方植入一层残余的压应力。该过程可以根据产品潜在的失效机制进行调整,或使重量敏感设计实现更高的负载承受能力。
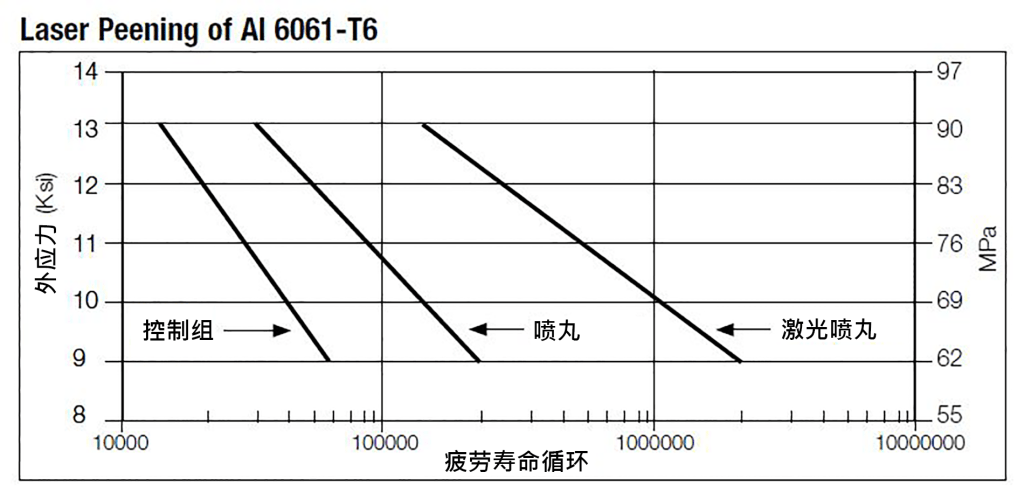
上面显示了非常深的残余压应力层的好处。 S-N曲线显示6061-T6铝的疲劳试验结果。测试样品包括无喷丸,精控喷丸和激光喷丸。